聯系我們
地址:東莞市長安鎮廈邊管理區江邊三巷三號
電話:15362604843
手機:15362604843
傳真:0769-82758892
郵箱:651549344@qq.com
電話:15362604843
手機:15362604843
傳真:0769-82758892
郵箱:651549344@qq.com
EVA泡棉模切加工的常見問題有哪些
作者:星杰膠粘制品 時間:2019-12-30 09:33
EVA泡棉模切加工出現的一些常見問題是怎么樣的,具體的細節我們下面給大家詳細的介紹一下。
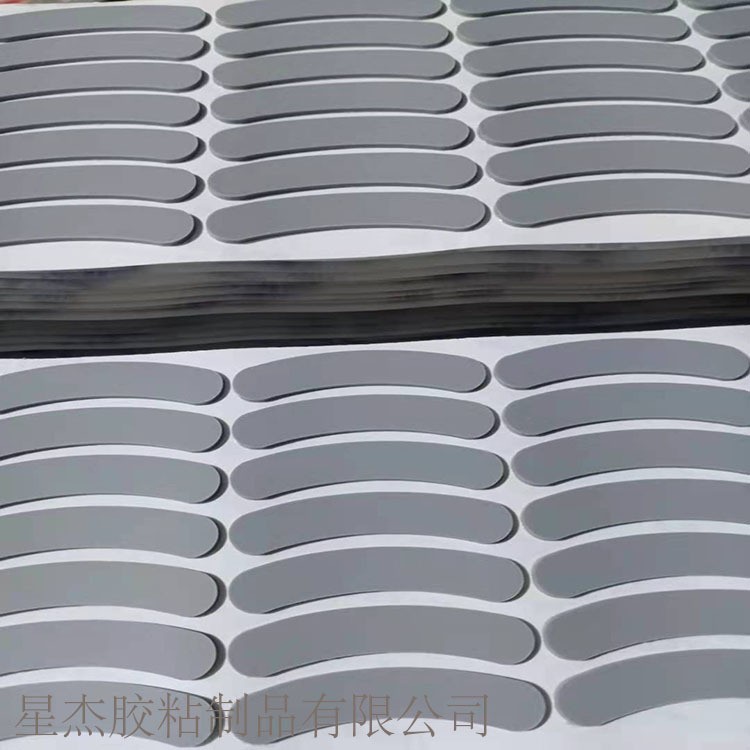
在我們所加工的模切件當中,經常會遇到EVA泡棉模切加工,普通厚度會有1-2mm,最后的都有可能到達5個mm,關于這種泡棉的加工,在消費作業過程中,肯定會遇到很多這樣或那樣的問題。那么我們經常遇到的問題主要表現為以下三點:
1、泡棉模切過程中容易呈現斜邊(圓刀模切斜邊更大);
2、這些厚度泡棉的沖切過程中容易產生碎屑粉塵;
3、關于一些孔狀產品,難以排廢(小孔孔徑過小,泡棉厚度較大,排廢不易完成);
這個是我們在EVA泡棉作業過程遇到的一些很普遍的現象,下面,小編就盤繞以上三點常見問題點停止剖析,并給出相關的處理計劃;我們就EVA泡棉自身的特性為大家做一個簡單的引見:EVA泡棉厚度高,有一定的彈性,彈性限度低,容易起粉塵。由于EVA泡棉具有以上特性,招致在EVA泡棉模切加工過程中會呈現前面我們所講過的三個根本問題;
斜邊問題
首先,關于模切沖切過程中容易呈現的斜邊,招致此種問題產生的緣由在于:泡棉厚度高,在沖切過程,泡棉擠壓后沖切,泡棉帶面擠壓構成的斜邊,關于處理此類問題的主要辦法為刀具的選擇來改動。
通常我們運用的模切刀具為雙斜邊切口刀具,停止沖切作業。那么在此為保證有效的減小斜邊的產生,我們運用單鋒刀,內直外斜停止沖切,可以有效的減少泡棉斜邊的產生。
同時關于構造相對簡單的EVA泡棉模切件,我們采用分條、分邊、跳切的方式來減少影響產生斜邊的因數,從而到達躲避斜邊問題。關于一些構造略微復雜的產品,我們能夠采用停止刀線合成的方式沖切,不做閉合刀線,多導線堆疊的方式,減少泡棉沖切過程中的擠壓應力,來到達減少泡棉斜邊的問題。
碎屑粉塵
其次,關于EVA泡棉碎屑粉塵的問題,形成此種問題產生的基本緣由在于泡棉自身的特性惹起的,由于泡棉韌性低,組成構造為發泡資料,一切在沖切過程中,由于刀具的重復作用,碎屑泡棉顆粒容易構成粉塵,漂浮在空中。關于一些有干凈請求的模切作業,處理此類問題的辦法有多種,普通常見的有噴瀟灑模劑,而產線上經常用的辦法為在EVA泡棉表層復合一層OPP維護膜來處理這種問題。當然,這樣處理可能會形成一些輔料的糜費。
排廢難
第三,關于孔狀廢了的排廢難的問題,其實形成此類緣由的最基本緣由也是在于泡棉太厚,同時孔徑小惹起排廢過程中,廢料難以提取形成的。普通傳統的做法是在模切機模座外面做一套頂針治具來停止排廢,經過頂針將孔狀廢料頂出,停止下落料排廢。但是此種排廢辦法操作不好,容易劃傷泡棉,形成產品不良。圓刀上面常用的辦法為提取刀停止提取排廢作業。今天關于這類問題的產生,小編給出一個比擬好的作業計劃,就是上異步作業計劃。
處理計劃-上異步作業
第四,上異步作業計劃的益處;上異步大家都曉得,經過將上層資料停止異步拉料,和下層資料同步模切的方式,到達儉省資料的目的。這里,我們經過上異步的方式,將泡棉和托底膜停止分開拉料作業,不但能夠儉省泡棉資料,在實踐的作業過程中,上層料帶被收走的同時,泡棉外框廢料也同時被收走,同時由于應力的作用,斜邊也會得到很大的改善。再者,經過這種作業方式,根本的粉塵問題也得到了有效的處理。
以上為EVA泡棉沖切作業過程中的三個根本問題點的引見及處理方法闡明,各位大神如有不同的見解或者更好的作業辦法,歡送隨時討論交流。





 QQ客服
QQ客服 